APSX-PIM V3 Automatic Plastic Injection Molding Machine
What Is a Desktop Injection Molding Machine?
An injection molding machine melts plastic pellets and injects the molten material into a mold cavity under pressure, producing precise, repeatable plastic parts. Industrial injection molding machines can weigh several tons, require dedicated floor space, and carry price tags in the hundreds of thousands of dollars -- making them impractical for engineers, educators, and small manufacturers who need real injection-molded parts without the industrial overhead.
A desktop injection molding machine solves exactly that problem. By scaling the core mechanics of industrial injection molding into a compact, benchtop-sized unit, the APSX-PIM delivers the same fundamental process -- heat, inject, cool, eject -- at a fraction of the cost and footprint. The result is a genuine injection molded part, not a 3D print approximation, produced on a machine that sits on a workbench and plugs into a standard wall outlet.
Who Needs a Small Injection Molding Machine?
A benchtop injection molding machine is the right tool whenever you need real plastic parts -- not prototypes -- but cannot justify industrial tooling costs or lead times. Common use cases include:
- Product designers and engineers who need functional prototypes in production-grade materials like Polypropylene, Nylon, or Polycarbonate to validate fit, form, and function before committing to steel tooling.
- Small manufacturers and startups running low-volume production runs where a full injection molding production contract is cost-prohibitive.
- Universities, colleges, and trade schools that teach plastics processing, materials science, or manufacturing engineering and need hands-on equipment sized for a classroom or lab.
- Aerospace, defense, and medical teams that require in-house, on-demand part production using certified materials without relying on external supply chains.
- Robotics and hardware teams who iterate rapidly and need new part revisions in hours, not weeks.
Why the APSX-PIM Is Different
Most small injection molding machines on the market are manual, inconsistent, and limited to simple geometries. The APSX-PIM is a fully automatic plastic injection molding machine -- it closes the clamp, injects, holds, cools, and ejects without operator intervention, cycling every 60 seconds in continuous multi-mode. Its electronic temperature control system, touch-screen interface, and injection performance chart give you the process visibility and repeatability that engineering work demands.
Built entirely in Cincinnati, Ohio, the APSX-PIM uses a stainless steel barrel, case-hardened steel plunger, and hard-anodized aluminum structure -- the same material choices that define industrial equipment, scaled to a 4 ft x 1 ft footprint. It accepts aluminum molds, 3D printed insert molds, and standard MUD bases, so your tooling investment grows with your production needs rather than locking you into a single approach.
Whether you are making your first injection molded part or running a production cell for a defense program, the APSX-PIM closes the gap between desktop convenience and industrial capability.
Since 2017, we have the APSX-PIM that makes plastic injection molding affordable and easy. Today, the APSX-PIM is an alternative to the traditionally expensive, overpowered and large injection molding machines used for production, R&D, prototyping, product design, education, research and other plastic part production environments. It is a perfect recipe for sustainable manufacturing.
KEY FEATURES OF APSX-PIM
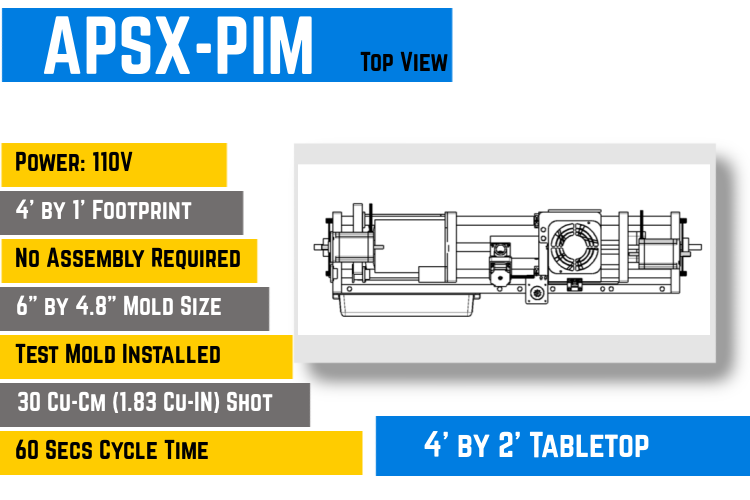
- Compact design (4 ft by 1 ft footprint)
- Strong body structure with stainless steel, hard anodized aluminum parts
- Stainless steel barrel and case hardened steel plunger with hard chrome plating
- All electric and no water-coolant system
- Full automatic (MULTI MODE) with precision sensors
- Auto Heat Off after 5 minutes inactivity
- Delay time control in between injection cycles
- Injection speed control for fill rate
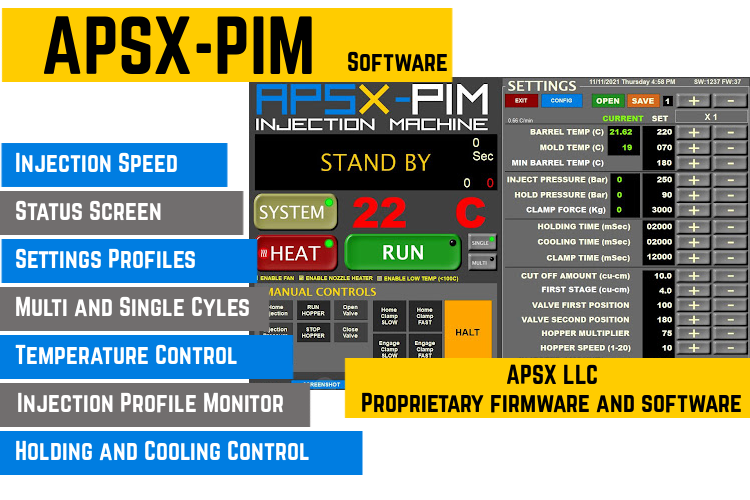
- Electronic temperature control system
- Multi heat configurable zone control (330C max barrel temperature)
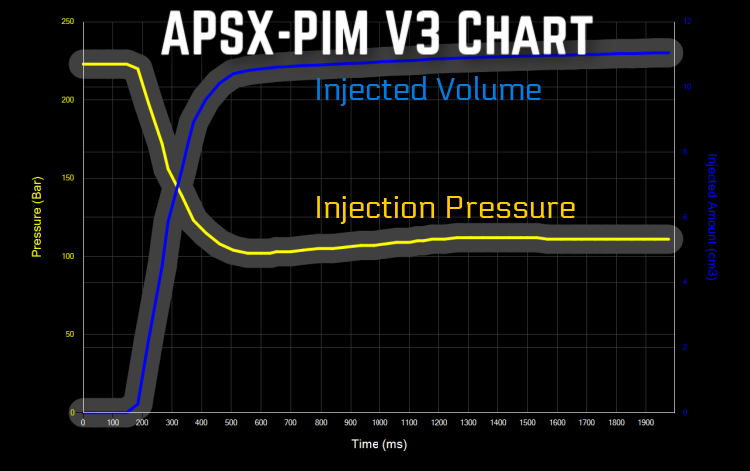
- User touch screen for operational control with injection performance chart (injection pressure/injection volume vs time)
- Typically 60 secs per injection cycle (clamp opens and ejects parts every 60 secs)


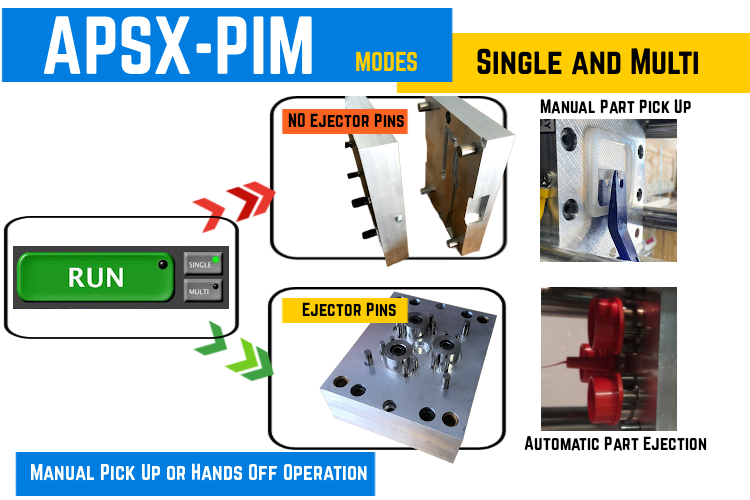
The APSX-PIM is an automated injection molding machine. The machine has the ejection mechanism. If you use a mold with ejector pins it will continuously eject (Multi-mode). If you use a mold without ejector pins (like the test mold that comes with it) you will pickup the part manually at the end of each cycle (60 secs) in the single-mode. Or you can always include the APSX-PKR part picker to automate your process even for the molds with no ejector pins.
 |
Compact Size - APSX Machines feature a space-saving and streamlined design, perfect for desktop or limited workspaces. It can be moved into nearly any workbench and requires only basic 115VAC (US) or 230VAC (EU) wall outlet to operate. Standard mold size is 6" by 4.8".
|
 |
Optimized Risk Control: APSX Machines are engineered for simplicity in mind to maximize efficiency with minimal learning curve to save time and initial investment costs. APSX-PIM machines are user-friendly and intuitive, allowing your team to quickly adapt and operate them with ease. By minimizing the risk associated with complex machinery, APSX Machines empower your workforce to explore new product possibilities with no fear. |
 |
Minimal Waste: APSX Machines facilitate eco-friendly production, promoting lean manufacturing and minimizing waste generation. We understand the importance of sustainability in today's world, and our machines are built to reduce material waste during the production process.
|
 |
Precision and Accuracy: APSX Machines ensure consistent industrial-quality outputs, delivering precise and accurate production results. Smaller doesn't mean less capable. The repeatability is an important process parameter that most of the benchtop injectors can not offer. The APSX-PIM uses the latest available technology for precision and repeatability. |
 |
Adaptability to Changing Requirements: APSX Machines seamlessly adapt to flexible and responsive production needs with quick setup times. As a business, you understand the importance of being agile and responsive to market demands. APSX Machines offer the flexibility you need to switch between different production requirements with ease. |
 |
Cost-Effective Performance: APSX Machines offer cost-effective performance by minimizing both initial and ongoing operational costs. Their small batch capabilities enable optimal production efficiency while maintaining cost control.
|
 |
Time to Market Faster: APSX Machines enable rapid manufacturing with a short learning curve and simple setup procedures, ensuring agility and fast time-to-market. In today's competitive landscape, being the first to market can make all the difference. APSX Machines empower you to accelerate your production process, reduce lead times, and gain a competitive edge. The user screen offers multiple controls and is a user friendly one. The mold installation process can be done in 15 minutes. |
|
FEATURED ON
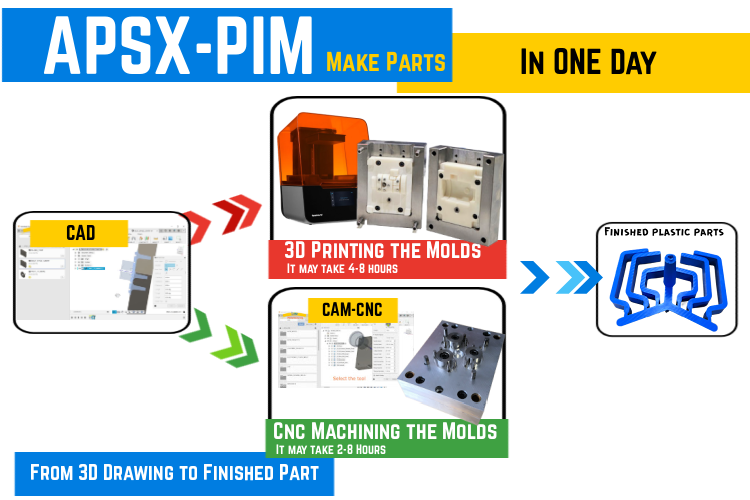
An Integrated Approach to Mold Production
|
.
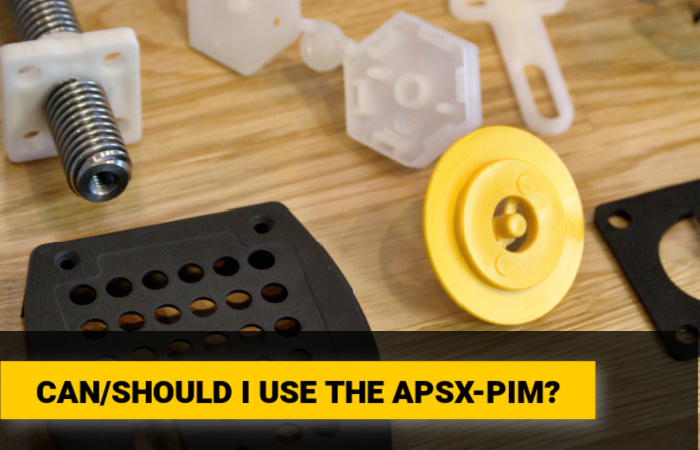
This plastic injection molder creates quality parts that are consistent, easily repeatable and affordably produced. You can create low-cost components rapidly without complex setup or large up-front costs. The complex plastic part features such as molding internal threads, micro molding, overmolding and thin wall molding can be made without high cost molds.

APSX-PIM can process any plastic including but not limited to Polypropylene (PP), glass filled Polypropylene (PP), FDA approved plastics, Polyethylene (PE), Thermoplastic Polyolefin (TPO), Nylon, Polycarbonate (PC), Acetal (Delrin), ABS, PC/ABS with MFR (ASTM D1238) > 3 g/10min). The APSX-PIM can replace the cnc machining parts by using tough plastics such as Delrin and Polycarbonate for a better surface finish and much shorter cycle times.
APSX-PIM can also use the 3D printed mold tools if you choose not to use the metal molds for any reason. Should you use the 3D printed molds?
Here are some PLASTIC MATERIAL SELECTION TIPS.
APSX-PIM Applications: Who needs a small injection molding machine?

It is so easy to unbox and setup. You can make your first part in 30 minutes once you receive the APSX-PIM.
Now, you know how to use the machine. Make your first mold and enjoy the injection molding process at your own pace.
.
 USER MANUAL (PDF)
USER MANUAL (PDF)
BROCHURE (PDF)

SAMPLE PARTS MADE BY APSX-PIM: Do you want to see some sample parts? Click here
What's in the crate?
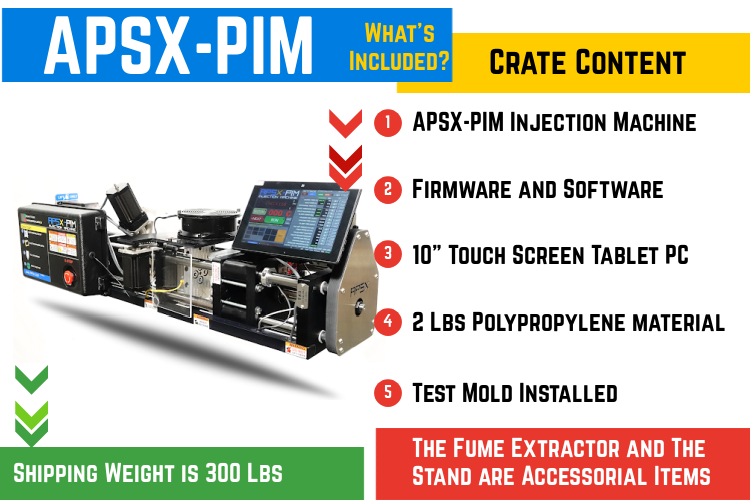
All components of this machine are made in Cincinnati, OH USA. CE compliant. 
Showroom meeting is available with appointment. Please SCHEDULE a call or showroom demo day.
.:. Dream. Design. Make NOW. .:.
Watch APSX
YouTube
|
- |
Schedule
a Visit or Call
|
- |
APSX-PIM
User Guides
|
 |
- |
 |
- |
 |
DO YOU NEED FINANCING?

rabit injection machine, minijector, formlabs, engel, arburg, all3dp, fictiv, micro-molder, abplasticinjectors, babyplast, boymachines, mediummachinery, techkits, prototyping





