“What does CNC stand for?”
The name “CNC” stands for Computer Numerical Control. CNC machining is a process using computer numerical control (CNC) machines. They can be the tools such as mills and lathes guided by computer instructions that control the instruments.
Subtractive manufacturing processes, such as CNC machining, are often presented in contrast to additive manufacturing processes, such as 3D printing, or formative manufacturing processes, such as liquid injection molding. While subtractive processes remove layers of material from the workpiece to produce custom shapes and designs, additive processes assemble layers of material to produce the desired form and formative processes deform stock material into the desired shape.
CNC relies on digital instructions from a Computer-Aided Manufacturing (CAM) or Computer-Aided Design (CAD) like Fusion 360. Once the CAD design is completed, the designer exports it to a CNC-compatible file format, such as STEP or IGES. While the CAM or CAD does not run the CNC machine itself, they provide the roadmap for the CNC. The CAM software writes G-code that the controller on the CNC machine can read. The computer program on the controller interprets the design and moves cutting tools and/or the workpiece on multiple axes to cut the desired shape from the workpiece.
CNC machines used several programming languages, including G-code and M-code. The most well-known of the CNC programming languages, general or geometric code, referred to as G-code, controls when, where, and how the machine tools move— when to turn on or off, how fast to travel to a particular location, what paths to take, etc. Miscellaneous function code, referred to as M-code, controls the auxiliary functions of the machine.
A typical machine shop process looks like this: A design engineer creates the design in the CAD program and sends it to a CNC programmer. The CNC programmer opens the file in the CAM program to decide on the tools needed and to create the NC program (g-code) for the CNC. He or she provides a list of the correct tooling setup to an operator. A setup operator loads the tools as directed and loads the raw material (or workpiece). He or she then runs sample pieces and measures them with quality assurance tools to verify that the CNC machine is making parts according to specification. Typically, the setup operator provides a first article piece to the quality department who verifies all dimensions and signs off on the setup. The CNC machine or associated machines are loaded with enough raw material to make the desired number of pieces, and a machine operator stands by to ensure that the machine keeps running, making parts to spec. Depending on the job, it’s often possible to run CNC machines “lights-out” with no operator present.
Who needs the Spyder CNC?

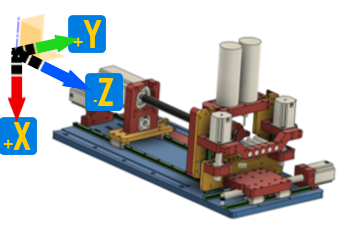
Spyder CNC looks like a router CNC, but it acts as a sturdy vertical CNC. It had multiple one inch diameter steel shafts, four Z-axis steppers, and double steppers on the X and Y axes. The APSX LLC brand controller software offers a very informative and clear user screen experience and advanced features such as stall detection with instant stop and mist coolant control.
So, be cautious when you compare the Spyder CNC to other desktop CNC milling machines with no advance features mentioned above. Those features make the metal milling pain free.
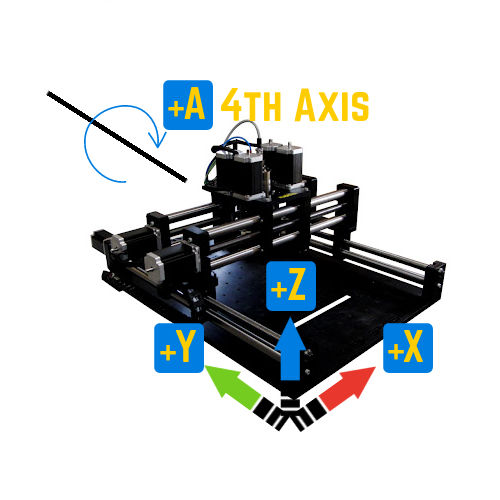
The 4th axis feature adds more possibilities to your part portfolio. You can machine round shapes with the 4th axis rotary tool. You need to order the machine in this configuration.